THE 5 RULES THAT REDUCE YOUR PRICE THE MOST
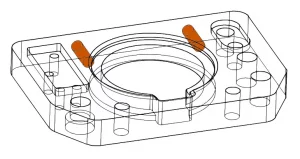
RULE 1: Design for single-sided machining where possible
Single-sided 2D CNC parts are the lowest-cost option because several parts can be manufactured in one setup.
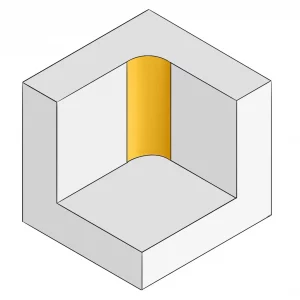
RULE 2: Prefer inside radii ≥ 4 mm
Large inside radii reduce milling time and tool changes. Small inside radii are possible, but take more time.
RULE 3: Use standard material and standard thicknesses
5083 and 7075 from stocked plates enable stable pricing and shorter lead times.
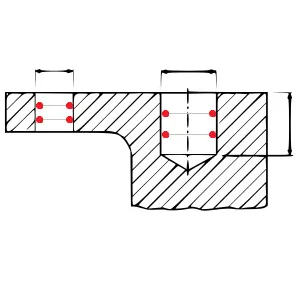
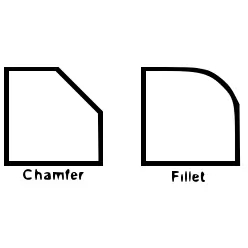
RULE 4: Use threads, fits and chamfers only where they are functionally necessary
Every additional feature increases machining time and inspection effort.
RULE 5: Do not upload complex 3D/5-axis geometries
The calculator is built for 2D/2.5D aluminium parts, not for freeform surfaces or complex 3D components.


 Deutsch
Deutsch